 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- contact us
- Sales Manager:
Asia Li - Email:
asia.cncmachine@gmail.com - Wechat ID:
Asia-Li_90727( +8613210773378) TEL:+8613210773378 - TEL:
8613210773378 - Whatsapp:
8613210773378



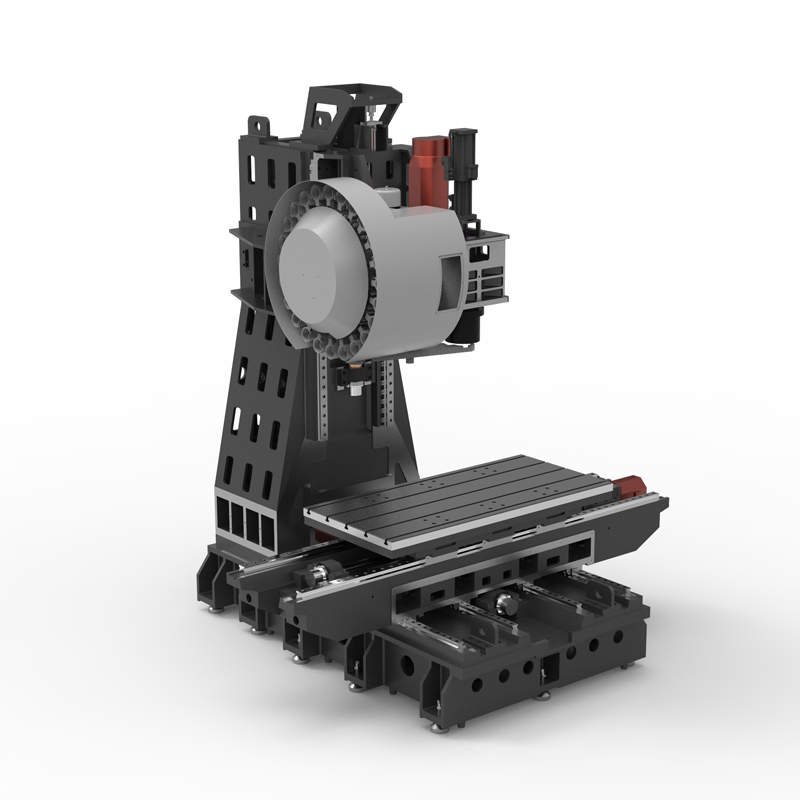
Machining center system options
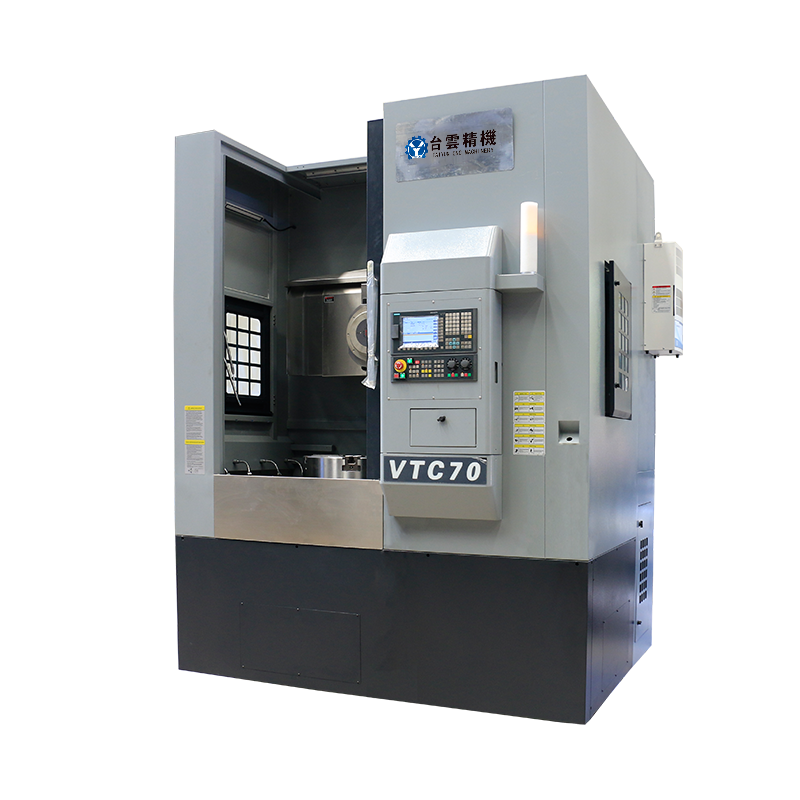
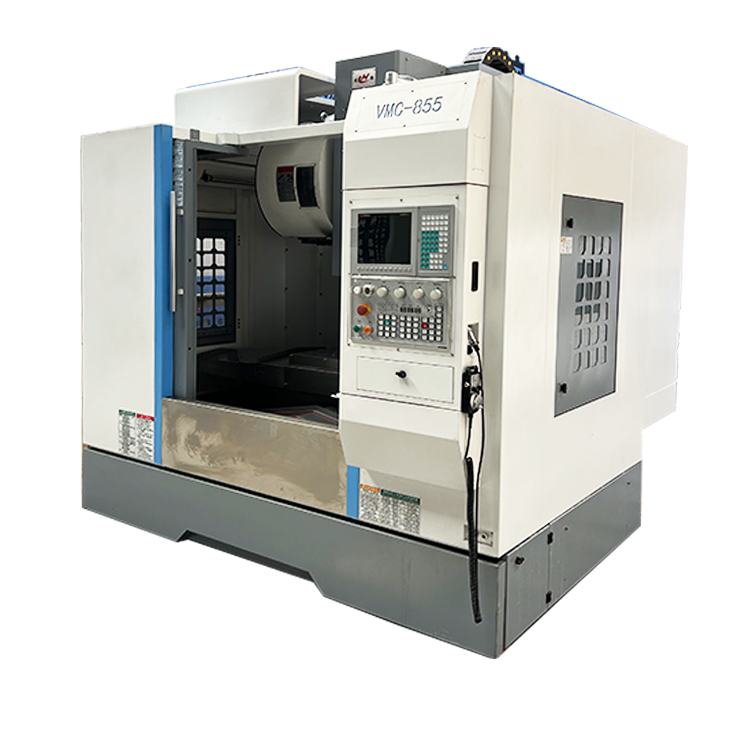
In modern manufacturing industry, machining center is a commonly used machine tool equipment with the characteristics of high speed, high precision and high efficiency....





In modern manufacturing industry, machining center is a commonly used machine tool equipment with the characteristics of high speed, high precision and high efficiency. Choosing the right machining center system is a comprehensive decision-making process that requires consideration of several key factors. Here are some suggestions to help you choose a machining center system:
1. Clarify processing requirements: First, you need to clarify your processing requirements, including the type of parts to be processed, materials, dimensions, accuracy requirements, etc. This will directly determine the type, configuration and performance of the machining center you need to choose.
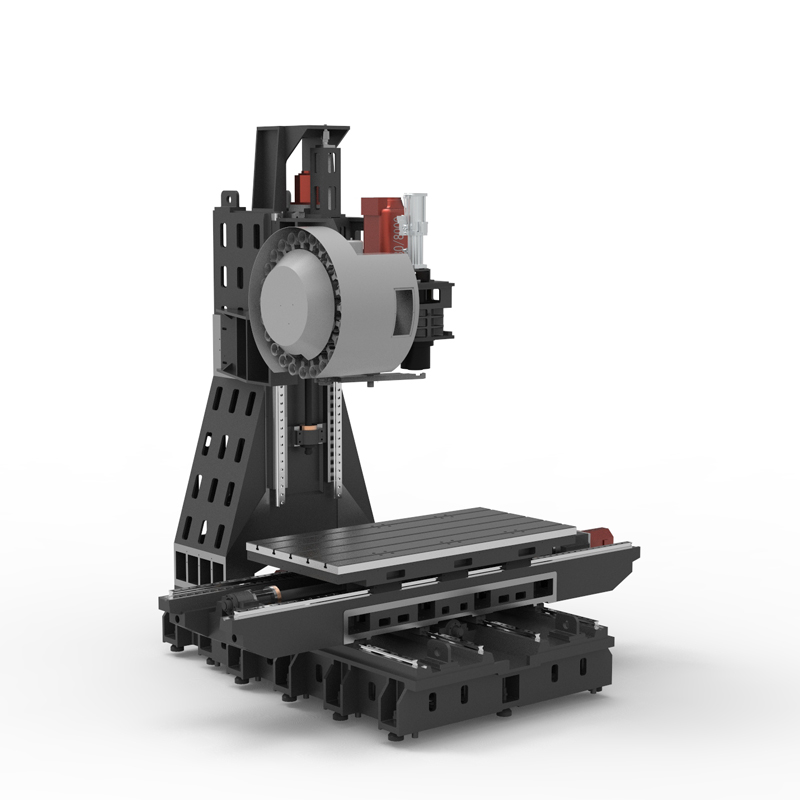
2. Rigidity: The rigidity of the machining center is crucial to production efficiency and processing accuracy. Check the calculation based on the maximum values of process requirements, torque, power, axial force and feed force, and select a machine tool with sufficient rigidity.
3. Processing accuracy: Processing accuracy is one of the important indicators to measure the performance of a machining center. It not only depends on the accuracy of the machine tool itself, but also is affected by the errors of the entire process system. When selecting, you can refer to the process capability assessment method as the basis for selection.
4. CNC system: CNC system is the core of the machining center. When making a selection, it is necessary to select appropriate functions based on the performance requirements of the machining center and pay attention to the correlation between each function. Functions can be divided into basic functions and optional functions to ensure that the selected system can meet your processing needs and has scalability and upgrade potential.
5. Number of coordinate axes and linkage axes: The number of coordinate axes and linkage axes of the machining center should meet the requirements of typical workpiece processing. Adding coordinate axes will increase the functionality and cost of the machine tool, so it needs to be considered in terms of process requirements and financial balance.
6. Automatic tool changer and tool magazine capacity: The selection of the automatic tool changer of the machining center should consider the tool change time and reliability. Short tool change time can improve productivity, but excessive pursuit of tool change time may increase failure rates and costs. The tool magazine capacity must meet the tool requirements for complex machining parts.
7. Reliability and stability: Ensure that the selected machining center system has a high degree of reliability and stability to reduce failures and downtime and improve production efficiency.
8. Maintenance and maintenance: Consider the maintenance and upkeep convenience of the system. Systems that are easy to maintain and service can reduce long-term operating costs and increase equipment life.
9. Price and cost-effectiveness: On the premise of meeting processing needs, comprehensively consider price factors and select a machining center system with high cost-effectiveness.
In short, the machining center matching system is a powerful tool for modern manufacturing industry to improve production efficiency and reduce production costs. The machining center provides enterprises with a full range of processing optimization solutions through intelligent software and hardware integration. Reasonable tool selection, intelligent fixture matching and optimized processing parameters can maximize processing efficiency and ensure product quality.
| Specifications/model | unit | V640 | V840 | V850 | V1050 | V855 | V858 | V875 | V878 |
| Work content | |||||||||
| working desk size | MM | 700×400 | 1000×400 | 1000×500 | 1100×500 | 1000×550 | 1000×550 | 1000×700 | 1000×700 |
| Workbench travel (X/Y/Z) | MM | 600×400×400 | 800×400×400 | 800×500×500 | 1000×500×500 | 800×550×550 | 800×550×800 | 800×700×550 | 800×700×800 |
| Distance from spindle nose to work surface | MM | 150-550 | 150-550 | 150-650 | 150-650 | 150-700 | 150-950 | 150-700 | 150-950 |
| Distance from spindle center to column track surface | MM | 466 | 466 | 550 | 550 | 610 | 610 | 770 | 770 |
| Maximum load of workbench | KG | 350 | 400 | 500 | 800 | 600 | 600 | 700 | 700 |
| Spindle specifications | |||||||||
| Spindle transmission structure (standard) | / | Belt type | Belt type | Belt type | Belt type | Belt type | Belt type | Belt type | Belt type |
| Spindle speed | RPM | 10000 | 10000 | 10000 | 10000 | 8000 | 8000 | 8000 | 8000 |
| Spindle transmission structure (optional) | / | direct connection | direct connection | direct connection | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle speed | RPM | 12000 | 12000 | 12000 | 12000 | 12000 | 12000 | 12000 | 12000 |
| Spindle power | KW | 5.5 | 5.5 | 7.5 | 7.5 | 11 | 11 | 11 | 11 |
| Spindle bore taper | BT | BT40-120 | BT40-120 | BT40-140 | BT40-140 | BT40-150 | BT40-150 | BT40-150 | BT40-150 |
| Feed content | |||||||||
| G00 rapid feed | M/MIN | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 |
| G01 cutting feed | MM/MIN | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 |
| Servo motor specifications | NM | 12/12/22B | 12/12/22B | 12/12/22B | 12/12/22B | 22/22/22B | 22/22/22B | 22/22/22B | 22/22/22B |
| Servo motor speed | RPM | 3000 | 3000 | 3000 | 3000 | 3000 | 3000 | 3000 | 3000 |
| Motor connection method | / | Direct | Direct | Direct | Direct | Direct | Direct | Direct | Direct |
| Ball screw specifications | MM | 3216 | 3216 | 4016 | 4016 | 4016/12 | 4016/12 | 4016/12 | 4016/12 |
| X-axis rail specifications | MM | 30 roller | 30 roller | 35 roller | 35 roller | 35 roller | 35 roller | 45 roller | 45 roller |
| Y axis rail specifications | MM | 30 roller | 30 roller | 35 roller | 35 roller | 35 roller | 35 roller | 45 roller | 45 roller |
| Z axis rail specifications | MM | 35 roller | 35 roller | 35 roller | 35 roller | 45*3 roller | 45*3 roller | 45*3 roller | 45*3 roller |
| Z-axis VB hard rail (optional) | / | / | / | / | / | hard rail | hard rail | hard rail | hard rail |
| Precise shaft positioning | MM | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 |
| Repeatable positioning precision | MM | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 |
| Minimum move value | MM | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Tool magazine system | |||||||||
| Tool magazine structure | / | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type |
| Tool magazine capacity | PCS | 16 | 16 | 24 | 24 | 24 | 24 | 24 | 24 |
| Tool changing time | MM | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 |
| Maximum tool weight | KG | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 |
| Oil and gas pressure system | |||||||||
| air pressure | KG/MM | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 |
| Lubricating oil capacity | L | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| battery capacity | KW | 18 | 18 | 23 | 23 | 23 | 23 | 23 | 23 |
| coolant capacity | L | 220 | 220 | 250 | 250 | 250 | 250 | 250 | 250 |
| Form factor | |||||||||
| Machine weight (approx.) | T | 3.6 | 3.8 | 5.3 | 5.5 | 5.5 | 5.7 | 6.4 | 6.5-8 |
| Machine length (front and rear) | MM | 2150 | 2150 | 2400 | 2400 | 2600 | 2600 | 3000 | 3000 |
| Machine width (left and right) | MM | 2000 | 2200 | 2660 | 3060 | 3060 | 3060 | 3060 | 3060 |
| Machine height (maximum) | MM | 2700 | 2700 | 2700 | 2700 | 2800 | 3100 | 3100 | 3400 |
| Machine height (minimum) | MM | 2300 | 2300 | 2300 | 2300 | 2400 | 2600 | 2600 | 2600 |
| Chip removal method (optional) | / | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate |
| Chip removal method (optional) | / | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw |