 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- contact us
- Sales Manager:
Asia Li - Email:
asia.cncmachine@gmail.com - Wechat ID:
Asia-Li_90727( +8613210773378) TEL:+8613210773378 - TEL:
8613210773378 - Whatsapp:
8613210773378


vertical drilling center
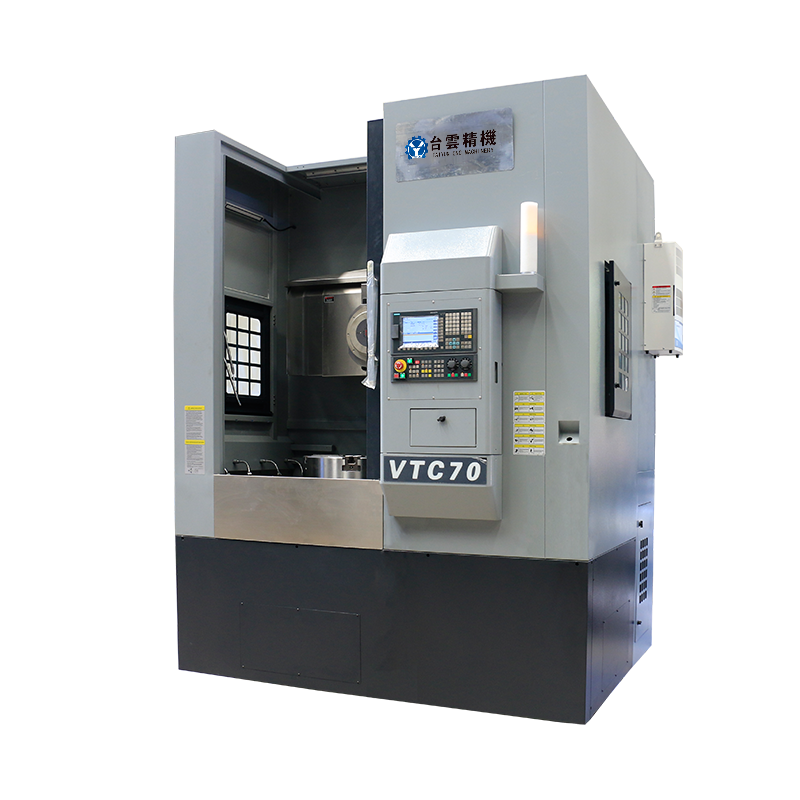
The vertical drilling and tapping center is a CNC machine tool widely used in various manufacturing fields. It is mainly used to complete the processing tasks of multiple holes with different diameters in one clamping during mass production of hole parts, such as drilling and reaming....





The vertical drilling and tapping center is a CNC machine tool widely used in various manufacturing fields. It is mainly used to complete the processing tasks of multiple holes with different diameters in one clamping during mass production of hole parts, such as drilling and reaming. It can be done in one go on the same machine tool.
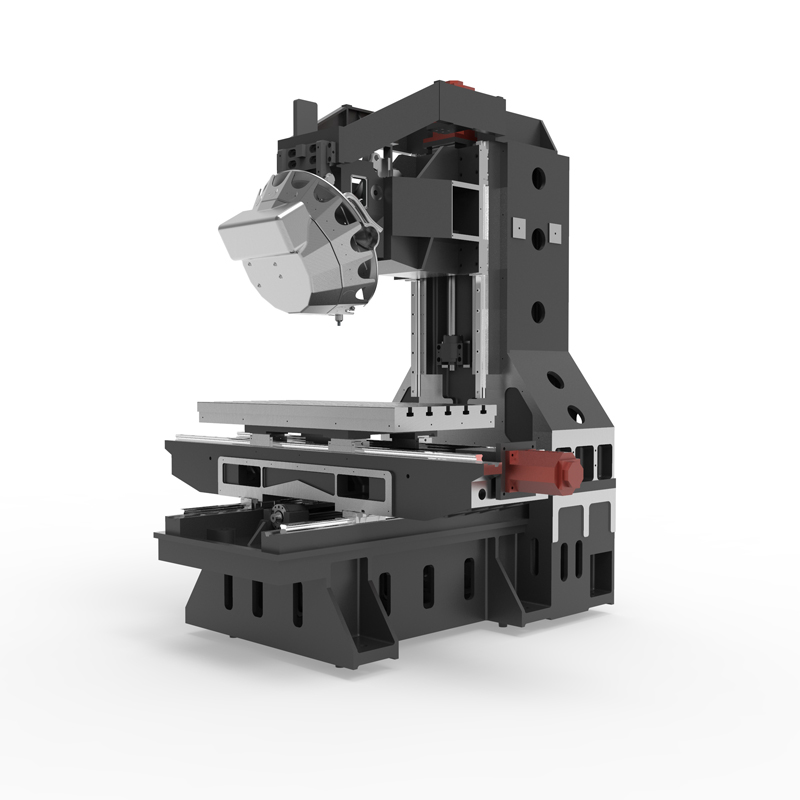
The main advantages of vertical drilling and tapping centers include high precision, high efficiency, multi-functionality and strong process performance. The vertical drilling and tapping center adopts advanced CNC technology and has a high-precision spindle system and transmission system, which can ensure high precision and efficiency during the machining process. At the same time, the vertical drilling and tapping center can be equipped with a variety of different tools and accessories to realize drilling, reaming, tapping, milling and other processing methods, greatly improving the processing range and flexibility.
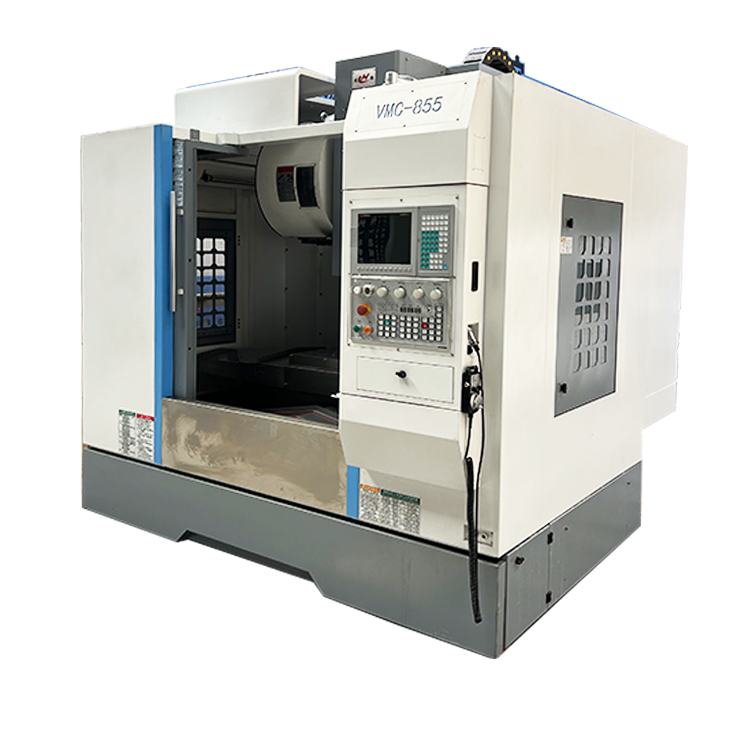
The operation of the vertical drilling and tapping center is relatively simple. The main steps include turning on the main power switch, clamping the workpiece on the workbench, setting the processing parameters, installing the processing tool, performing automatic pre-inspection, starting the processing program, and after the processing is completed. Clean the processing area, etc. At the same time, in order to ensure its normal operation and extend its service life, the vertical drilling and tapping center also needs to regularly lubricate, clean and maintain the equipment, as well as maintain and replace the processing tools.
Vertical drilling and tapping centers have a wide range of applications, especially in aerospace, automotive, mold manufacturing and other industries. They have significant advantages in processing parts with complex shapes and high-precision requirements. The vertical drilling and tapping center can meet the processing needs of different diameters and depths, provides powerful processing capabilities and cutting speeds, and is one of the indispensable and important equipment in modern manufacturing.
In general, the vertical drilling and tapping center provides strong technical support for various manufacturing fields and promotes the development and progress of the manufacturing industry with its high precision, high efficiency, multi-function and powerful process performance.
| Specifications/model | unit | VT640A/B | VT840A/B | VT1050A/B | VT1350A/B | VT1650A/B |
| Work content | ||||||
| working desk size | MM | 700×400 | 1000×400 | 1100×500 | 1300×500 | 1700×500 |
| X-axis travel (left and right) | MM | 600 | 800 | 1000 | 1300 | 1600 |
| Y-axis travel (front and rear) | MM | 400 | 400 | 500 | 500 | 500 |
| Z-axis travel (up and down) | MM | 350 | 350 | 350 | 350 | 350 |
| Distance from spindle nose to work surface | MM | 100-500 | 100-500 | 100-500 | 100-500 | 100-500 |
| Z-axis heightening (optional) | MM | 300-650 | 300-650 | 300-650 | 300-650 | 300-650 |
| Maximum load of workbench | KG | 350 | 350 | 550 | 550 | 550 |
| Spindle specifications (Type A) | ||||||
| Spindle bore taper | BT | BT30 | BT30 | BT30 | BT30 | BT30 |
| Spindle structure | / | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle speed | RPM | 20000 | 20000 | 20000 | 20000 | 20000 |
| Spindle horsepower | KW | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 |
| Spindle specifications (type B) | ||||||
| Spindle structure | / | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle bore taper | BT | BT40 | BT30 | BT30 | BT30 | BT30 |
| Spindle speed | RPM | 12000 | 12000 | 12000 | 12000 | 12000 |
| Spindle horsepower | KW | 7.5/11 | 7.5/11 | 7.5/11 | 7.5/11 | 7.5/11 |
| Feed content | ||||||
| G00 rapid feed | M/MIN | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 |
| G01 cutting feed | MM/MIN | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 |
| Servo motor specifications | RPM | 3000 | 3000 | 3000 | 3000 | 3000 |
| Motor connection method | / | Direct | Direct | Direct | Direct | Direct |
| XY/Z ball screw specifications | MM | 28/3216 | 28/3216 | 32/4016 | 32/4016 | 32/4016 |
| X-axis rail specifications | MM | 30Ball | 30Ball | 35Ball | 35Ball | 35Ball |
| Y axis rail specifications | MM | 30Ball | 30Ball | 35Ball | 35Ball | 35Ball |
| Z axis rail specifications | MM | 35Ball | 35Ball | 35Ball | 35Ball | 35Ball |
| Precise shaft positioning | MM | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 |
| Repeatable positioning precision | MM | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 |
| Minimum move value | MM | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Tool magazine system | ||||||
| Tool magazine structure | PCS | Clamp type | Clamp type | Clamp type | Clamp type | Clamp type |
| Servo tool magazine capacity | T | 21 | 21 | 21 | 21 | 21 |
| Tool changing time T-T | MIN | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 |
| Maximum tool capacity | KGS | 6 | 6 | 6 | 6 | 6 |
| Oil and gas pressure system | ||||||
| air pressure | KG | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 |
| Lubricating oil capacity | L | 4 | 4 | 4 | 4 | 4 |
| battery capacity | KW | 18 | 18 | 18 | 18 | 18 |
| coolant capacity | L | 220 | 220 | 250 | 250 | 250 |
| Form factor | ||||||
| Machine weight (approx.) | KG | 3200 | 3600 | 5500 | 6800 | 8000 |
| Machine length (front and rear) | MM | 1800 | 2000 | 2600 | 3400 | 4200 |
| Machine width (left and right) | MM | 1600 | 1600 | 2400 | 2400 | 2400 |
| Machine height (maximum) | MM | 2500 | 2500 | 2700 | 2700 | 2700 |
| Machine height (minimum) | MM | 2100 | 2100 | 2300 | 2300 | 2300 |
| Chip removal method | / | backlash | backlash | backlash | backlash | backlash |