 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- contact us
- Sales Manager:
Asia Li - Email:
asia.cncmachine@gmail.com - Wechat ID:
Asia-Li_90727( +8613210773378) TEL:+8613210773378 - TEL:
8613210773378 - Whatsapp:
8613210773378
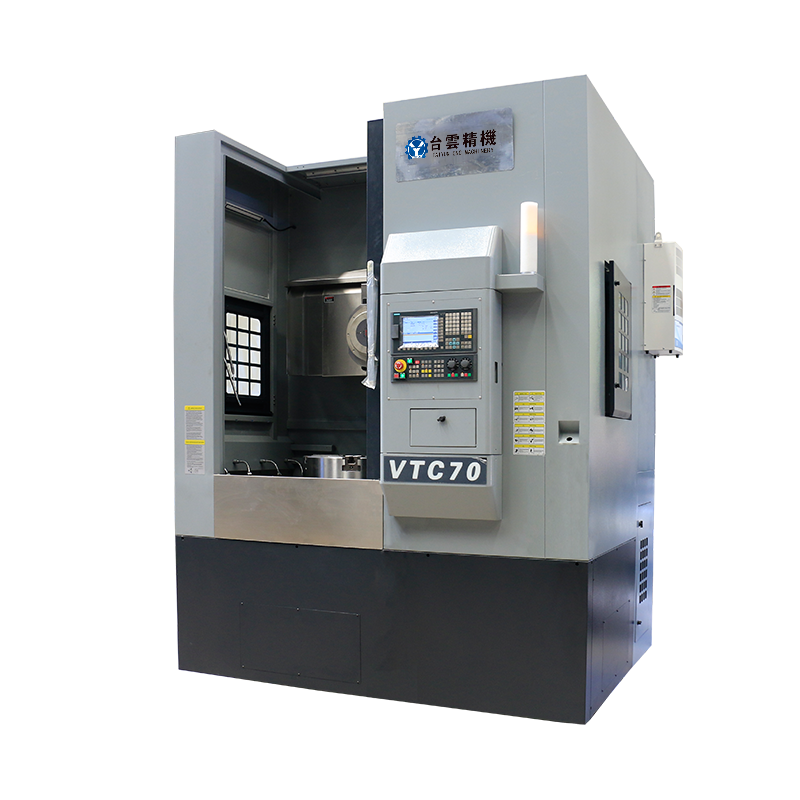


Horizontal machining center with low failure rate
Whether the failure rate of a horizontal machining center is low usually depends on many factors, including the manufacturing quality of the equipment, maintenance status, operator skill level, and working environment....





Whether the failure rate of a horizontal machining center is low usually depends on many factors, including the manufacturing quality of the equipment, maintenance status, operator skill level, and working environment.
First of all, the high-quality manufacturing and precise assembly process of the horizontal machining center can ensure the stability and durability of the horizontal machining center, thereby reducing the failure rate. In addition, regular maintenance and inspection of horizontal machining centers are also key to ensuring the normal operation of the equipment. This includes cleaning equipment, replacing worn parts, checking electrical systems and lubrication systems, etc.
Secondly, the skill level and experience of horizontal machining center operators also have an important impact on the failure rate. Experienced operators of horizontal machining centers are more able to accurately judge the status of the equipment, discover and solve problems in time, and avoid failures.
Finally, the working environment of the horizontal machining center will also have an impact on the failure rate of the horizontal machining center. For example, if a device is exposed to moisture, dust, or large temperature swings, its electronic and mechanical components may be more susceptible to failure.
Therefore, in order to ensure that the failure rate of horizontal machining centers remains low, manufacturers should improve the manufacturing quality of equipment, and users should pay attention to the maintenance and inspection of equipment and provide a good working environment. At the same time, horizontal machining center operators should receive professional training to improve their skill level and troubleshooting capabilities.
In general, the failure rate of horizontal machining centers can be reduced through various efforts, but whether it is low or not needs to be evaluated based on the actual situation.
| Specifications/model | Unit | WA50 | WA63 | WA80 |
| Work content | ||||
| Installation turntable specifications (optional) | MM | 500*500 | 630*630 | 800*800 |
| Workbench indexing (standard) | N | 1 degree 1 minute | 1 degree 1 minute | 1 degree 1 minute |
| Customized workbench (optional) | N | Customize other graduations | Customize other graduations | Customize other graduations |
| Maximum rotation diameter of worktable | MM | 850 | 1150 | 1300 |
| X-axis travel | MM | 800 | 1100 | 1300 |
| Y-axis travel (headstock moves up and down) | MM | 550 | 750 | 900 |
| Z-axis travel | MM | 500 | 600 | 700 |
| Distance from spindle center to worktable | MM | 110-660 | 110-860 | 110-1010 |
| Distance from spindle end face to worktable center | MM | 250-650 | 210-710 | 300-900 |
| Workbench (slot width*number of slots) | MM | 3-14 | 5-14 | 5-14 |
| Threaded hole (optional) | MM | 24-M14 | 24-M14 | 24-M14 |
| Workbench load-bearing | KG | 600 | 800 | 1000 |
| Spindle and spindle box specifications | ||||
| Spindle taper hole | ISO | BT40-150 | BT50-150 | BT50-190 |
| Spindle speed | RPM | 8000 | 8000 | 8000 |
| Feeding system | ||||
| Shaft Ball Screw Specifications | MM | 40/40/40 | 40/40/40 | 40/40/40 |
| X-axis rapid movement speed | M/MIN | X:48 | X:32 | X:32 |
| Y-axis rapid movement speed | M/MIN | Y:48 | Y:32 | Y:32 |
| Z-axis rapid movement speed | M/MIN | Z:48 | Z:32 | Z:32 |
| X/Y/Z axis rail specifications | MM | Roller 35/45/45 | Roller 45/45/45 | Roller 45/45/45 |
| Motor connection method | / | Direct | Direct | Direct |
| Main motor parameters | KW | 11 | 11 | 15 |
| X-axis motor power | NM | X:22 | X:22 | X:22 |
| Y-axis motor power | NM | Y:22B | Y:22B | Y:22B |
| Z-axis motor power | NM | Z:22 | Z:22 | Z;30 |
| B-axis motor power | NM | B:8 | B:12 | B:12 |
| Axis positioning accuracy | MM | ±0.005 | ±0.005 | ±0.005 |
| Axis item repeat positioning accuracy | MM | ±0.003 | ±0.003 | ±0.003 |
| BPositioning accuracy | MM | 10" | 10" | 10" |
| B Repeat positioning accuracy | MM | 5" | 5" | 5" |
| Minimum move value | MM | 0.001 | 0.001 | 0.001 |
| Oil and gas pressure system | ||||
| air pressure | KG/MM | 6.5 | 6.5 | 6.5 |
| coolant capacity | L | 450 | 450 | 450 |
| Lubricating oil capacity L | L | 4 | 4 | 4 |
| Toolholder/Tool Magazine System (specify when ordering) | ||||
| Tool magazine structure | / | Top disc type | Top disc type | Top disc type |
| Number of tool magazines (optional) | T | twenty four | twenty four | twenty four |
| Tool changing time | MM | 3.2 | 3.2 | 3.2 |
| Maximum tool weight | KGS | 12 | 15 | 15 |
| Form factor | ||||
| Weight approx. | KG | 6.5 | 8.5 | 10 |
| Machine length | MM | 3500 | 3800 | 4000 |
| Machine width | MM | 2500 | 3000 | 3500 |
| Machine width (height) | MM | 2800 | 3000 | 3300 |
| Machine height (minimum) | MM | 2300 | 2500 | 2900 |
| Machine tool structure | / | Cross type | Cross type | Cross type |
| Chip removal method | / | back row | back row | back row |