 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- contact us
- Sales Manager:
Asia Li - Email:
asia.cncmachine@gmail.com - Wechat ID:
Asia-Li_90727( +8613210773378) TEL:+8613210773378 - TEL:
8613210773378 - Whatsapp:
8613210773378
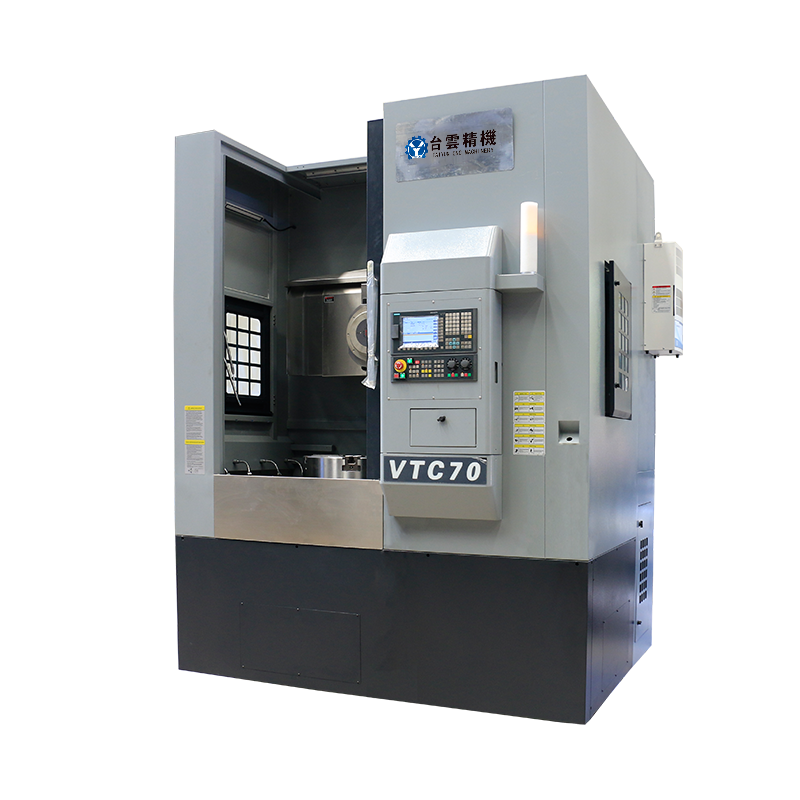


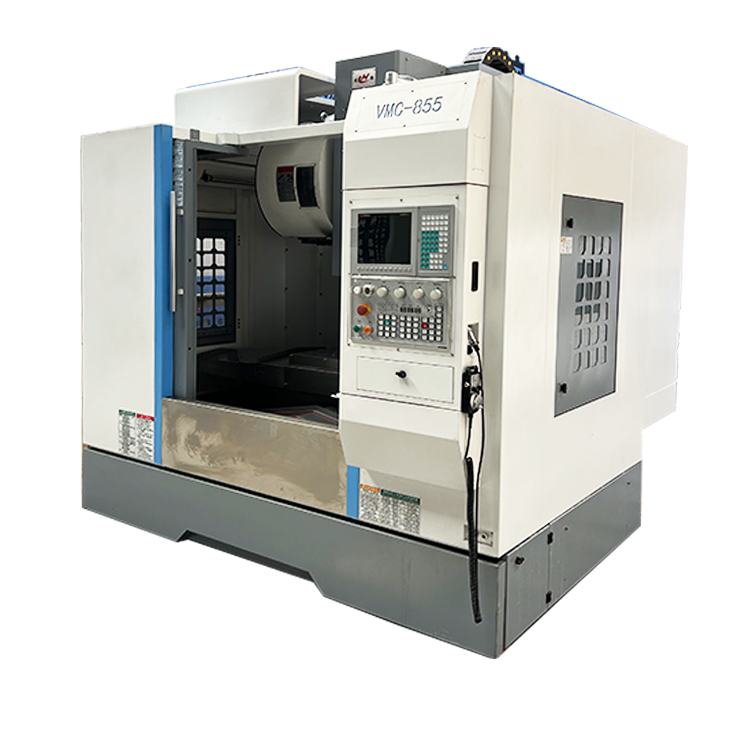
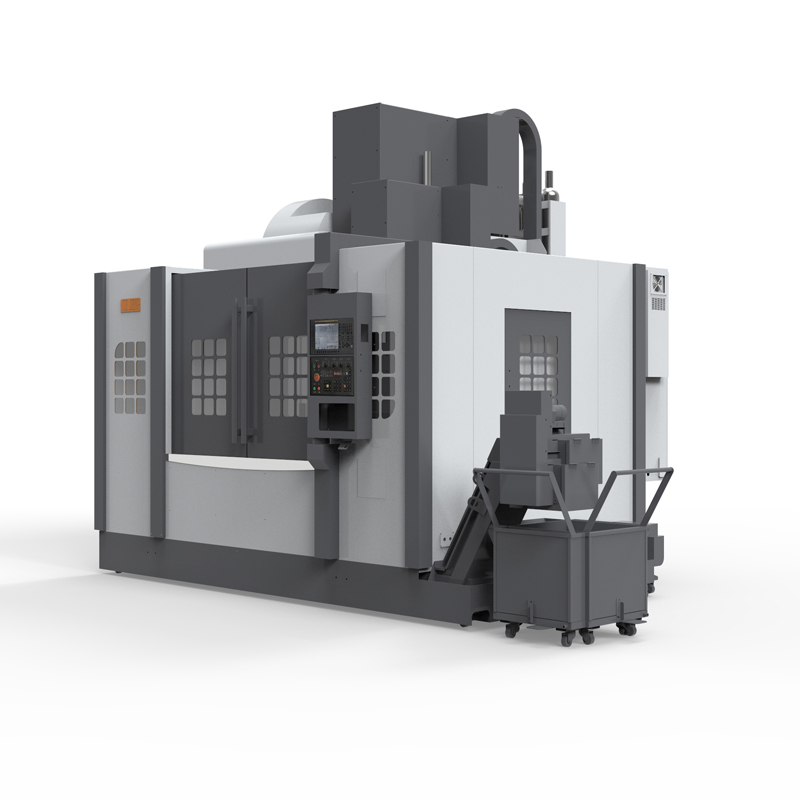


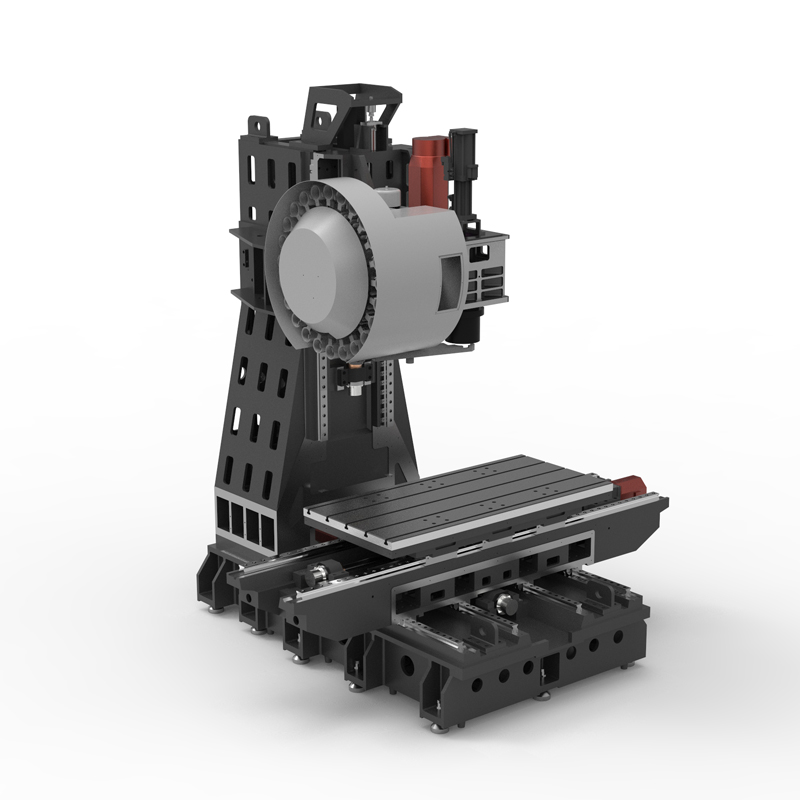
High speed machining CNC milling machine
High-speed machining CNC milling machine is a machine tool equipment that combines advanced CNC technology, high-speed cutting technology and precision machining technology....





High-speed machining CNC milling machine is a machine tool equipment that combines advanced CNC technology, high-speed cutting technology and precision machining technology. The following is some detailed introduction about high-speed processing CNC milling machines:
1. Core components and working principles:
The CNC system is the core component of a high-speed CNC milling machine and mainly consists of a controller, input device, output device and actuator. The controller is the brain of the CNC system, responsible for receiving and processing processing programs and instructions input by input devices (such as keyboards or other external devices), and then controlling output devices (such as display screens or printers) and actuators to accurately process the workpiece.
The working principle of high-speed machining CNC milling machine is based on coordinate system, cutting theory and precision machining technology. The CNC system achieves precise positioning and processing of the workpiece by establishing the workpiece coordinate system and the tool coordinate system. By controlling the motion trajectory, cutting depth and cutting speed of the tool, precise and efficient processing of the workpiece is achieved.
2. Key configuration and technical parameters:
High-speed processing CNC milling machines are usually equipped with imported high-speed CNC systems with features such as high resolution, LCD display, and DNC functions.
The high-speed processing CNC milling machine uses a fully digital AC servo motor and a built-in electric spindle to provide powerful power and speed range to meet various processing needs.
The spindle of a high-speed machining CNC milling machine adopts a precision tool holder, which can hold larger diameter tools and improve processing efficiency and accuracy.
The high-speed CNC milling machine is equipped with a fully automatic tool setter and automatic tool length compensation function to achieve fast and accurate tool replacement and adjustment.
High-speed processing CNC milling machines use precision linear guides and ball screws to ensure the stability and accuracy of the machine tool.
3.Application fields:
High-speed CNC milling machines are widely used in aviation, aerospace, automobile, mold and other manufacturing industries to process parts with various complex shapes and high-precision requirements.
The high-speed cutting capabilities of high-speed machining CNC milling machines can greatly improve production efficiency, while reducing thermal deformation and residual stress during processing, and improving the processing quality of workpieces.
4. Maintenance and maintenance:
The maintenance and upkeep of high-speed CNC milling machines is crucial to ensuring their long-term stable operation and extending their service life.
High-speed CNC milling machines require regular cleaning of the machine tool to prevent dust and chips from causing damage to the machine tool.
Lubricate the machine tool according to the instruction manual to ensure smooth movement of mechanical parts.
Regularly check the electrical system of high-speed CNC milling machines to ensure that wires, cables and other components are not loose or damaged.
Provide training to operators of high-speed CNC milling machines to familiarize them with the operation and maintenance procedures of machine tools and reduce failure rates.
To sum up, the high-speed CNC milling machine is an efficient and precise processing equipment that can meet the needs of modern manufacturing industry for high-precision and high-efficiency processing. However, in order to ensure its normal operation and extend its service life, it requires regular maintenance and upkeep.
| Specifications/model | unit | VT640A/B | VT840A/B | VT1050A/B | VT1350A/B | VT1650A/B |
| Work content | ||||||
| working desk size | MM | 700×400 | 1000×400 | 1100×500 | 1300×500 | 1700×500 |
| X-axis travel (left and right) | MM | 600 | 800 | 1000 | 1300 | 1600 |
| Y-axis travel (front and rear) | MM | 400 | 400 | 500 | 500 | 500 |
| Z-axis travel (up and down) | MM | 350 | 350 | 350 | 350 | 350 |
| Distance from spindle nose to work surface | MM | 100-500 | 100-500 | 100-500 | 100-500 | 100-500 |
| Z-axis heightening (optional) | MM | 300-650 | 300-650 | 300-650 | 300-650 | 300-650 |
| Maximum load of workbench | KG | 350 | 350 | 550 | 550 | 550 |
| Spindle specifications (Type A) | ||||||
| Spindle bore taper | BT | BT30 | BT30 | BT30 | BT30 | BT30 |
| Spindle structure | / | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle speed | RPM | 20000 | 20000 | 20000 | 20000 | 20000 |
| Spindle horsepower | KW | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 |
| Spindle specifications (type B) | ||||||
| Spindle structure | / | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle bore taper | BT | BT40 | BT30 | BT30 | BT30 | BT30 |
| Spindle speed | RPM | 12000 | 12000 | 12000 | 12000 | 12000 |
| Spindle horsepower | KW | 7.5/11 | 7.5/11 | 7.5/11 | 7.5/11 | 7.5/11 |
| Feed content | ||||||
| G00 rapid feed | M/MIN | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 |
| G01 cutting feed | MM/MIN | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 |
| Servo motor specifications | RPM | 3000 | 3000 | 3000 | 3000 | 3000 |
| Motor connection method | / | Direct | Direct | Direct | Direct | Direct |
| XY/Z ball screw specifications | MM | 28/3216 | 28/3216 | 32/4016 | 32/4016 | 32/4016 |
| X-axis rail specifications | MM | 30Ball | 30Ball | 35Ball | 35Ball | 35Ball |
| Y axis rail specifications | MM | 30Ball | 30Ball | 35Ball | 35Ball | 35Ball |
| Z axis rail specifications | MM | 35Ball | 35Ball | 35Ball | 35Ball | 35Ball |
| Precise shaft positioning | MM | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 |
| Repeatable positioning precision | MM | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 |
| Minimum move value | MM | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Tool magazine system | ||||||
| Tool magazine structure | PCS | Clamp type | Clamp type | Clamp type | Clamp type | Clamp type |
| Servo tool magazine capacity | T | 21 | 21 | 21 | 21 | 21 |
| Tool changing time T-T | MIN | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 |
| Maximum tool capacity | KGS | 6 | 6 | 6 | 6 | 6 |
| Oil and gas pressure system | ||||||
| air pressure | KG | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 |
| Lubricating oil capacity | L | 4 | 4 | 4 | 4 | 4 |
| battery capacity | KW | 18 | 18 | 18 | 18 | 18 |
| coolant capacity | L | 220 | 220 | 250 | 250 | 250 |
| Form factor | ||||||
| Machine weight (approx.) | KG | 3200 | 3600 | 5500 | 6800 | 8000 |
| Machine length (front and rear) | MM | 1800 | 2000 | 2600 | 3400 | 4200 |
| Machine width (left and right) | MM | 1600 | 1600 | 2400 | 2400 | 2400 |
| Machine height (maximum) | MM | 2500 | 2500 | 2700 | 2700 | 2700 |
| Machine height (minimum) | MM | 2100 | 2100 | 2300 | 2300 | 2300 |
| Chip removal method | / | backlash | backlash | backlash | backlash | backlash |